№ӨіМёЕҝцЈә
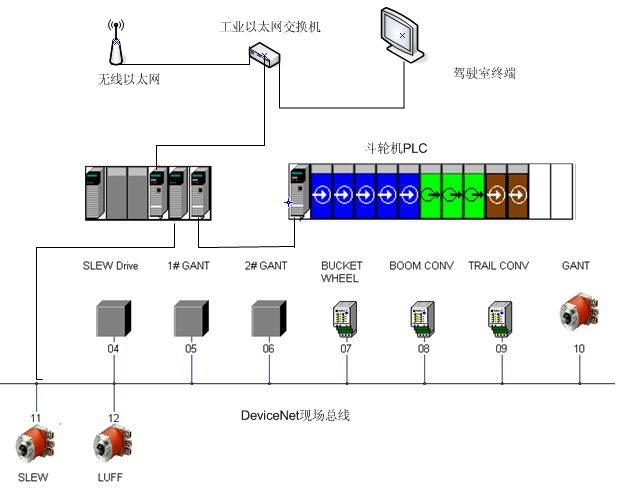
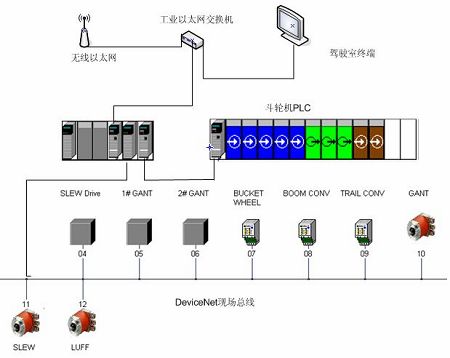
НјТ»Јә¶·ВЦ»ъҝШЦЖПөНіНшВзЕдЦГНј
ЛөГчЈә ёГҝШЦЖПөНіДЬ№»К№ГәіЎөД¶СИЎБП»ъЈЁ¶·ВЦ»ъЈ©КөПЦОЮИЛЦ°КШөДИ«ЧФ¶ҜЧчТөЈ¬ҙуҙуМбёЯБЛ»ъЖчөД№ӨЧчР§ВКәНҪЪКЎБЛИЛ№ӨіЙұҫЈ¬ДЬёшЖуТөҙшАҙҫЮҙуөДҫӯјГР§ТжЎЈДҝЗ°ёГ¶СИЎБП»ъЈЁ¶·ВЦ»ъЈ©ҝШЦЖПөНіТСҫӯФЪ№ъөзұұВШөЪТ»·ўөзі§Т»ЖЪКдГәЈЈ2ЎўЈЈ3¶СИЎБП»ъЙПөГөҪБЛід·ЦөДФЛУГЎЈ
PLCҝШЦЖПөНіЈә
ёГјјКхІЙУГБЛҫЯУРөұҪсКАҪзЙПЧоБмПИјјКхөДГА№ъRockwell Automation№«ЛҫөДControlLogix5000ПөБРPLCПөНіЈ¬РФДЬ·ЗіЈУЕФҪЈ¬Н¬КұЧйМ¬ұаіМТІ·ЗіЈјтөҘТЧС§ЎЈ
НшВзЈәёГПөНі№ІУРИэІгНшВз
1Ј©ТФМ«НшЈЁEtherNetЈ©ЁDЁDЁDУГАҙКөПЦ¶СИЎБП»ъјЭК»КТАпөДҙҘГюКҪІЩЧчЖБУлPLCПөНіөДНЁС¶ТФј°КөПЦ¶СИЎБП»ъУлГәіЎЦРСлҝШЦЖКТөДОЮПЯТФМ«НшНЁС¶ЎЈ
2Ј©ҝШЦЖНшЈЁControlNetЈ©ЁDЁDЁDКөПЦёчёцPLC»ъјЬЦ®јдөДёЯЛЩКэҫЭҪ»»»ЈЁёчХҫөгЦ®јдКЗПИҪшөД¶ФөИНЁС¶·ҪКҪ¶ш·ЗЦчҙУНЁС¶Ј©Ј¬ЛЩ¶ИҝЙҙп5MHzЎЈ
3Ј©ЙиұёНшЈЁDeviceNetЈ©ЁDЁDЁDКөПЦёчПЦіЎЙиұёј°ұдЖөЖчУлPLCөДКэҫЭҪ»»»Ј¬ІЙУГЙиұёНшҪб№№ҝЙТФҪЪКЎҙуБҝөДНЁС¶өзАВЈ¬Н¬КұТІёьјУИЭТЧО¬»ӨЎЈ
ұдЖөЖчЗэ¶ҜЈә
1Ј©¶СИЎБП»ъҙуіөРРЧЯ
ҙуіө»ъ№№Т»№ІУР8ёцөз»ъЈ¬ЕдЦГБЛБҪМЁ°ІҙЁG7ПөБРөДҪ»БчұдЖөЖчЈЁCIMR-G7A4055Ј©Ј¬·ЦұрЗэ¶ҜЖдЦРөД4МЁөз»ъЎЈХвСщөДЙијЖЈ¬ҝЙТФұЈЦӨјҙК№УРТ»ёцұдЖөЖчУР№КХПЈ¬ТІДЬ№»УЦБнТ»МЁұдЖөЖчЗэ¶ҜҙуіөЦВ°ІИ«О»ЦГЎЈұдЖөЖчөДҝШЦЖФтКЗНЁ№эЙиұёНшНшВзУЙPLCАҙНкіЙЎЈ
2Ј©РьұЫ»ШЧӘ
УЙТ»МЁ°ІҙЁG7ПөБРөДҪ»БчұдЖөЖчЈЁCIMR-G7A4022Ј©АҙЗэ¶ҜТ»МЁҪ»Бчөз»ъЈ¬ұдЖөЖчөДҝШЦЖФтКЗНЁ№эЙиұёНшНшВзУЙPLCАҙНкіЙЎЈ
өз»ъФЛРРФЪПЯјмІвЈәRockwell Automation№«ЛҫөДE3ЈӯPLUSЈЁ193-EC2ADЈ©Ј¬КЗУГУЪКөКұјмІвөз»ъөДФЛРРЧҙМ¬Ј¬°ьАЁөзБчЈ¬ИұПЭЈ¬З·С№өИЎЈЛщУРөДКэҫЭТІКЗНЁ№эЙиұёНшҙ«ЛНөҪPLCЈ¬ёГПөНі¶Ф№ҰВКҪПҙуөД¶·ВЦөз»ъЎўРьұЫЖӨҙшөз»ъЎўОІіөЖӨҙшөз»ъК№УГБЛE3ЈӯPLUSҪшРРКөКұјаІвЎЈ
ҪЗ¶И/ҫаАлРЕәЕөДІЙјҜЈәК№УГБЛНј¶ыҝЛөДҫш¶ФРНұаВлЖч¶ФҙуіөРРЧЯЎўРьұЫ»ШЧӘҪЗ¶Иј°РьұЫё©СцҪЗ¶ИХвР©РЕәЕҪшРРБЛҫ«И·өДІЙјҜЈ¬ІўНЁ№эЙиұёНшЈЁDeviceNetЈ©НшВзЛНөҪPLCҝШЦЖЖчЎЈ
¶СБПЧчТөЈәІЩЧчИЛФұЦ»РиТӘЙи¶ЁәГ¶СБПөДЖрөгәНЦХөгЈ¬ПөНіҫНҝЙТФИ«ЧФ¶Ҝ¶СБПБЛЎЈөұИ»ТІҝЙТФИЛ№ӨёЙФӨАҙФЪИОәОКұәтНЈЦ№ЧчТөЎЈ
ИЎБПЧчТөЈәІЩЧчФұЦ»РиТӘЙи¶ЁәГИЎБПөДЖрөгәНЦХөгЈ¬ПөНіҫНҝЙТФИ«ЧФ¶ҜИЎБПБЛЎЈөұИ»ТІҝЙТФИЛ№ӨёЙФӨАҙФЪИОәОКұәтНЈЦ№ЧчТөЎЈ
әјЦЭәиКўҝЖјјУРПЮ№«Лҫ
№ӨіМјјКхІҝ
|